Moment Require To Bend Sheet Metal

Analyzing The K Factor In Sheet Metal Bending

Sheet Metal Forming Sheet Metal Sheet Metal Work Metal Bending

Bending Basics The Hows And Whys Of Springback And Springforward

Bending Sheet Metal How Is It Working

Makeup And Age In 2020 Metallkunst Blech Biegen Blech

How To Use A Sheet Metal Brake Machine
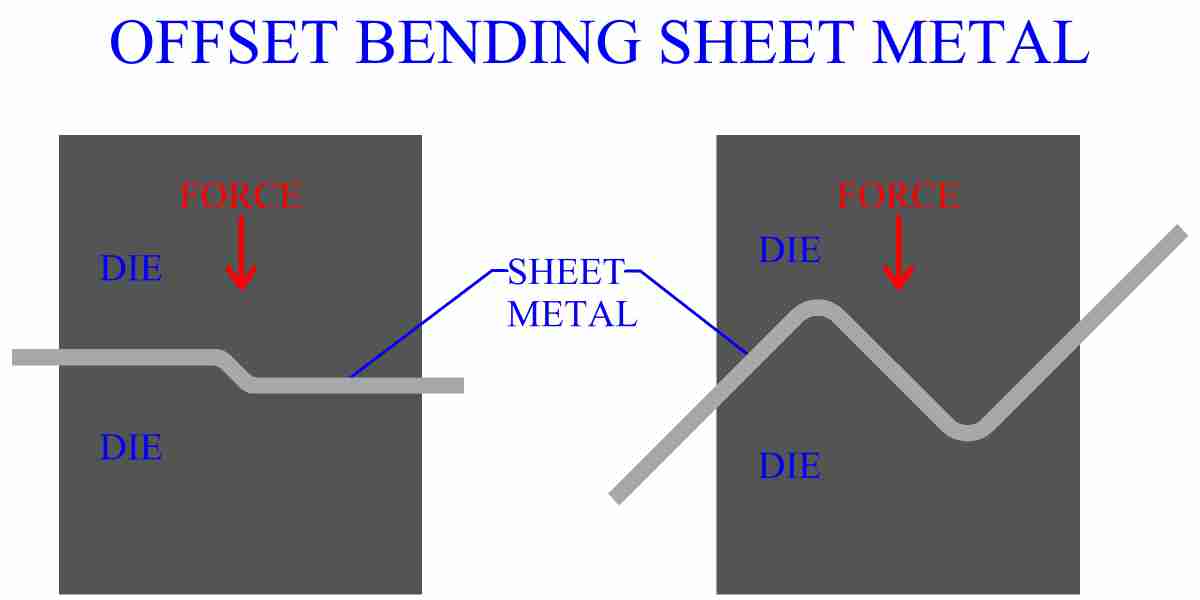
Every metal when subjected to a moment or couple it tends to bend.
Moment require to bend sheet metal.
Sheet Metal Bending

K Factor Sheetmetal Me Metal Bending Reference Chart Chart

Bend Allowance Allowance Interactive Display Deduction

Sheet Metal Score Bending Angle Grinder Guide By Ruxu As Many Of You Know One Way To Bend Thicker Sheet Metal Witho Angle Grinder Sheet Metal Metal Working

Sheet Metal Folding Evolves

Details About 12 X 10 Gauge Sheet Metal Roller Slip Roll Rolling Metalworking Brass Steel Muhely A Garazsban Gepeszet Es Szerszamok

How To Bend Sheet Metal Without A Brake Hunker Sheet Metal Sheet Metal Brake How To Bend Wood

Bend Relief In Sheet Metal In 2020 Design Guidelines Sheet Metal Metal Design

Sheet Metal Design Guide Calculate Bending Allowance Accurately Sheet Metal Sheet Metal Work Metal Bending

Cheap Ast Sheet Metal Bender Sheet Metal Bender Metal Bender Sheet Metal

Sheet Metal Manufacturing The Definitive Guide Blog

Calculate K Factor Bend Allowance And Y Factor For Sheet Metal Bending Gasparini Industries

A Look On Sheet Metal Bending Machines Metal Bending Sheet Metal Metal

Learn How To Draw Shear Force And Bending Moment Diagrams In 2020 Bending Moment Shear Force Structural Analysis

Bench Top Box Pan Sheet Metal Brake By J Hartnell Sheet Metal Brake Sheet Metal Fabrication Sheet Metal

Makeup And Age In 2020 Blech Biegen Blech Blechbearbeitung

Pin On Hand Signals

Pin By Neerajjain On Tubelaser Metal Working Metal Fabrication Metal Design
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcryzbhszgwfkzqb00wqs4gglcj6ytjbghfeygfdsn Ra8n6unyb Usqp Cau

Solidworks Sheet Metal Lofted Bend Youtube Sheet Metal Drawing Solidworks Sheet Metal

Pin By Lashasib On Metal Working Metal Bending Tools Press Brake Metal Working Tools

Pin On Detail Drawing

Inexpensive Soft Metal Bending Tool 4 Steps With Pictures In 2020 Metal Bending Tools Metal Bending Metal Working Tools

Reinforcement Detailing In Beams Beam Carries Transverse External Loads That Cause Bending Moment Shear Forces And In Some Beams Bending Moment Reinforcement
Source : pinterest.com
